


Controlling the cost of paper mill pulp rejects disposal involves a multi-faceted approach centred on minimising waste volume, maximising dewatering efficiency, and valorising rejects (turning waste into a resource).
Key strategies include advanced screening to recover fibre, screw presses to achieve 80–90% dry value in plastic waste, and converting rejects into energy (alternative fuel) or selling them for agricultural use.
A recent newcomer to the paper mill rejects processing scene that is disrupting the pulper rejects processing scene is Drycake with their Twister Separator.

Key Points About Controlling the Cost of Paper Mill Pulp Rejects Disposal
- Each paper recycling cycle produces a significant amount of pulper rejects. Most mills are essentially paying twice for these rejects: once for the raw material that ends up in the reject stream, and again to dispose of it.
- It's possible to recover up to 98% of the fibre in pulper rejects. This recovered fibre can be directly reintroduced into the production process, significantly reducing raw material costs.
- On-site reject treatment can achieve 80-90% dry content. This reduces both the volume and weight of the rejects, leading to lower transport and landfill charges.
- Modern reject treatment systems can handle up to 250 Bone Dry Tonnes Per Day (BDTPD). These systems can be integrated directly with existing DCS and PLC control systems, eliminating the need for a production overhaul.
- Once dried, reject material can qualify as Refuse Derived Fuel (RDF). This means that what was once a disposal cost could become a source of revenue, or at the very least, a way to offset costs.
- Every tonne of waste paper you put into a pulper costs money. When fibre ends up in the reject stream and is then sent to landfill, you're effectively paying for it twice.
The actual cost of pulper rejects is almost always undervalued at the mill level. The disposal bill is paid; the line continues to operate, and no one takes the time to figure out how much the fibre in that reject bin initially cost to purchase.

“Paper recycling – Wikipedia” from en.wikipedia.org and used with no modifications.
Most Paper Mills Don’t Realise They’re Being Charged Twice
When it comes to pulper rejects, the financial burden isn’t just one fee — it’s two separate costs that are recorded at different times. This is why many mills don’t realise they’re being charged twice. You pay for the incoming recovered paper or pulp upfront. Then, when the contaminated material is separated during processing, you pay again to dispose of it. This is the double charge.
What Does the “Double Whammy” Actually Mean?
Not all waste paper that goes into the pulper turns into usable fibre. Along with a large amount of fibre, contaminants such as plastics, metals, wire, films, and adhesives are separated and combined. This material is then pressed into skips, transported off-site, and dumped, which can be quite costly.
The mill has already paid for the recovered paper input. Now it has to pay again for the collection, transport, and landfill fees for a reject stream that still contains valuable material. This problem could be solved at the source, but instead, it results in two invoices.
How Much Valuable Fibre Do We Lose in the Reject Stream
Here's where the numbers get a little uneasy. A lot of what's leaving a paper mill in the reject stream isn't waste — it's fibre that was never adequately recovered. Modern reject treatment systems show that up to 98% of the fibre in pulper rejects can be extracted and returned to production. That's fibre you've already bought, processed, and then disposed of. Unfortunately, some facilities might engage in sham recycling practices, which can exacerbate these losses.
For mills that operate continuous pulping systems or high-volume batch operations, this fiber loss adds up fast. Even at modest throughput rates, tons of recoverable cellulose are leaving the site every week in a dumpster headed for the landfill.
The Rising Cost of Landfill Disposal
The cost of landfill gate fees is not fixed. In Europe and around the world, regulations on landfill disposal are causing prices to steadily increase. Mills that have not yet addressed their reject treatment process are not just paying for a constant inefficiency—they are at risk of a growing one. Every year that reject material leaves the site untreated is another year of rising disposal fees for a problem that already has a proven engineering solution.
Understanding Pulper Rejects and Their Challenges
Pulper rejects are the materials that are separated from the waste paper stream during the pulping and sorting process of paper production. They are an inevitable byproduct of recycling. However, the way a mill manages them is entirely up to them, and it's a decision that carries substantial financial implications.

“Waste Paper Pulp Reject Separator For …” from www.youtube.com and used with no modifications.
How Waste Paper Processing Produces Rejects
The pulping process involves breaking down recovered paper in water to free the cellulose fibres. The issue is that recovered paper is seldom clean. It comes with plastics, metal clips, foil laminates, synthetic fibres, adhesive labels, and a variety of other contaminants that do not break down in the pulper like cellulose.
These materials are separated through screening systems like trommels, pressure screens, and centrifugal cleaners. The result is the reject stream: a wet, heavy, mixed-material mass that has to go somewhere.
Landfills have traditionally been the go-to solution. However, with the treatment options available today, it's becoming more and more difficult to justify this approach, both financially and environmentally.
What's Actually In The Reject Stream
The contents of the pulper rejects can differ based on the furnish that comes in, but they usually contain materials that can lead to sham recycling practices.
Here are some of the components of recycled paper mill pulp rejects:
- Plastic films, bags, and laminates
- Residual cellulose fibre (the recoverable fraction)
- Metal wire, clips, and staples (ferrous and non-ferrous)
- Synthetic textiles and non-woven materials
- Adhesives, tapes, and hot-melt residues
- Moisture — often making up the majority of total weight
The last point is especially significant. If a reject stream is 50–60% water by weight, you're transporting it to a landfill at full haulage cost. You're essentially paying to transport water to a hole in the ground.
Why Having Too Much Moisture Is Costly
Moisture is a hidden factor that increases the cost of disposing of rejects. The heavier the reject material, the more transport runs are needed, the more gate fees are charged, and the more storage space is needed on-site while waiting for collection.
By removing water from the reject stream before disposing of it — or even better, before converting it to RDF — you can reduce all of these costs at once. When screw press technology is applied to the plastic part of pulper rejects, it can achieve 80–90% dry content in the output, which completely changes the economics of handling rejects.
Why You Should Consider On-Site Reject Treatment
On-site reject treatment isn’t just a capital expense — it’s a tool for reducing costs that pays for itself by addressing both issues. By losing less fibre, you need to purchase less raw material.
By producing drier output, you can reduce transport and disposal costs. In many cases, the treated reject stream can even be sold or at least break even by being turned into RDF.
Recycled Fibre Is Immediately Reused
During the reject handling process, the fibre recovery stage separates cellulose from plastic using friction washing technology.
With The recycled fibre is then sent straight to a collection area and reinserted into the manufacturing process, without impacting the current water circuit. This is not low-quality recycled fibre. It is usable cellulose that would have otherwise been discarded.
Reducing Raw Material Costs with Up to 98% Fibre Recovery
The 98% fibre recovery figure is not just a theoretical maximum — it is what modern friction washing and separation systems deliver in real-world paper mill environments. When you calculate that against your annual recovered paper input costs, the number that comes back is rarely small. Mills that have installed dedicated reject treatment lines consistently find that the recovered fibre alone begins to offset the capital investment within a measurable timeframe.
The friction washer not only separates fibre from plastic but also cleans the cellulose fraction. The recovered fibre is ready to re-enter the production circuit without any further processing. It goes back in and becomes paper again.
Reducing Transport Costs by Achieving 80-90% Dry Value in Dried Plastic Fraction
Once the fibre is separated, the remaining plastic fraction is continuously fed into a screw press. Here, mechanical pressure reduces the moisture content to between 10% and 20% of the total mass. What begins as a heavy, wet slurry in the screw press becomes a compacted, low-moisture material. This transformation dramatically reduces the costs of storage, handling, and transportation. The screw press's work may be quiet and unglamorous, but its impact on the cost of disposal is immediate and measurable. It leads to fewer collections, lower gate fees, and less pressure on site storage.
Understanding the Functionality of a Reject Treatment System
A fully functioning reject treatment system follows a step-by-step process of size reduction, separation, and dewatering. Each stage prepares the material for the next stage while extracting value or reducing costs from what was previously considered a waste stream. The equipment used is durable, tried and tested, and designed to fit into an existing mill layout without causing any disruptions to production.
Stage 1: Contaminated Material is Broken Down by a Single-Shaft Shredder
The reject material that comes from the trommel or discontinuous pulping system is first put into a single-shaft shredder. The shredder tears and cuts the mixed reject mass into smaller, more even pieces that can be processed downstream more efficiently. The shredder has automation technology that manages the speed of rotor rotation precisely, allowing the machine to handle the variable composition of pulper rejects — from light plastic film to heavier contaminant loads — without needing an operator. The reduction of particle size at this stage is crucial; everything that comes next depends on having a consistent, workable input material.
Step Two: The Friction Washer Does the Heavy Lifting
Once the material has been shredded, it's sent to the friction washer. This is where the magic happens. The friction washer uses a combination of mechanical agitation and water to separate the cellulose fibre fraction from the plastic material. Because fibre is hydrophilic and behaves differently than plastic film or laminates under these conditions, the system can cleanly separate the two streams.
The recycled cellulose leaves the friction washer and is transported to a specific collection area, where it is prepared to be reintroduced into the production process. Importantly, this is done without affecting the existing water circuit — the system is engineered to function as a closed loop in relation to the main production line, allowing the recovered fibre to be reintroduced in a clean and efficient manner.
The plastic portion, which is now mostly devoid of fiber, is released separately and proceeds to the screw press. At this stage, the two streams – fiber and plastic – have been neatly separated, and each can be treated according to its specific destination and value.
Step 3: The Screw Press Dries the Plastic Fraction
The plastic material, now free of fibre, is continuously fed into a screw press. Here, mechanical compression forces moisture out of the material. The amount of squeezing can be adjusted depending on where the plastic fraction is going — whether that's to RDF production, more recycling, or controlled disposal. The end result is a compact, very dry material that looks nothing like the wet reject slurry that was put into the system back in Step 1. The water that's squeezed out during the pressing is taken care of within the system and doesn't create another disposal problem.
Step 4: Removal of Metals and Non-Ferrous Materials
It is both a legal requirement and a potential opportunity to recover value to separate ferrous and non-ferrous metals from the reject stream. Metal contamination in RDF can cause significant problems for energy-from-waste facilities, meaning that achieving a certain level of metal removal is not a choice — it is a necessary condition for RDF acceptance.
The process of magnetic separation takes care of the ferrous fraction – this includes wire, staples, clips, and binding materials that come into the mill with the recovered paper bales. Non-ferrous separation, which is usually done using eddy current technology, is able to capture aluminium and other non-magnetic metals. Both of these streams can be directed towards metal recycling, which turns what was once a contaminant into a small but significant source of revenue.
After all four steps have been completed, the rejected stream is broken down into its individual parts: recycled fibre is put back into production, the dried plastic fraction is ready for RDF or disposal, and metals are separated for recycling. Nothing leaves the site in the same state it arrived in, and that's exactly the goal. To ensure that the recycling process is genuine and effective, it's crucial to avoid sham recycling practices that can undermine environmental efforts.
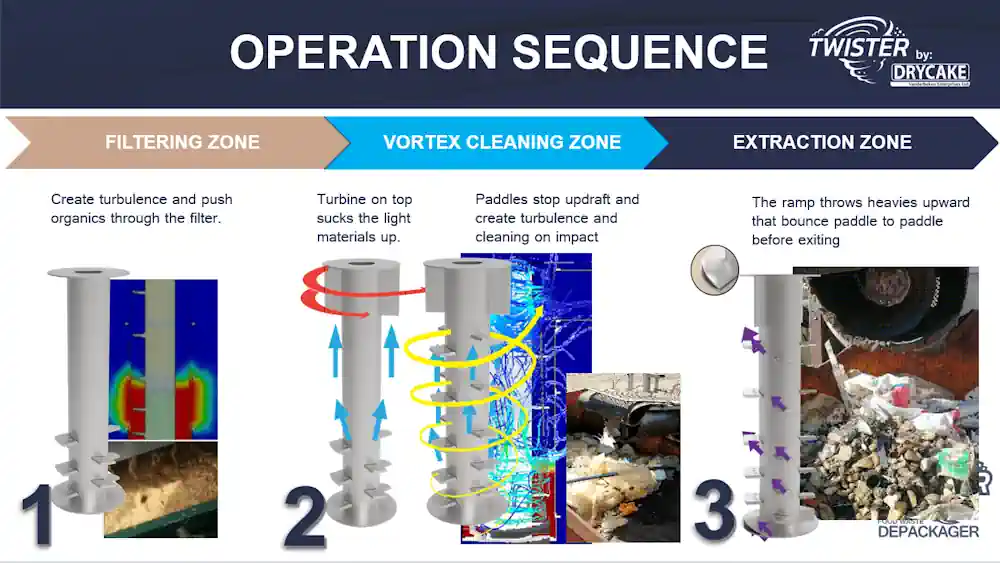
Combine Steps 1 to 3 in one machine with the Twister Separator by Drycake
Paper Mill Pulper Rejects present one of the most challenging waste streams in the recycling industry — a dense, tangled mix of plastics, wire, films, and fibrous material that conventional equipment simply wasn't built to handle.
The Twister Depackager and Separator rises to this challenge with its robust, high-torque rotary action, which effectively breaks apart and liberates the compacted reject material without the blockages and downtime that plague traditional systems.
As the pulper rejects are fed into the Twister, the mechanical action aggressively separates entangled contaminants, freeing recoverable fibre and organics while preparing the remaining material for further downstream processing or disposal — all in a continuous, reliable flow.
What sets the Twister apart in paper mill applications is its ability to handle the sheer variability of pulper reject material.
Whether the incoming stream is heavily baled, waterlogged, or laced with long-strand plastics and wire, the Twister processes it consistently and efficiently, reducing operator intervention and maximising throughput.
Trials have shown that when mills have integrated the Twister into their reject handling lines, significantly improved material recovery rates, lower maintenance costs, and a cleaner final waste fraction are achieved — delivering both environmental and operational benefits.
Its durable construction ensures it keeps pace with the demanding, round-the-clock nature of paper mill operations.
Ready to transform how your facility handles Paper Mill Pulper Rejects? Discover how the Twister Depackager and Separator can be put to work for your operation today. Visit twisterseparator.com to learn more, explore the full range of capabilities, and get in touch with the team for a tailored solution.
Transforming Rejected Material into Refuse Derived Fuel (RDF)
Condition of the Rejected Material Typical Moisture Content RDF Viability Outcome Untreated rejected pulp 50–60% Not viable Cost of disposal at landfill Partially dehydrated rejected material 30–40% Marginal Reduced gate fees, limited acceptance Treated plastic fraction with a screw press 10–20% Viable RDF acceptance, offset cost or revenue Fully processed, defined particle size <15% Fully compliant Accepted by energy-from-waste facility
The table above shows why the moisture content is the pivotal variable in transforming rejected pulp from a liability of disposal into a usable source of fuel. Untreated rejected material simply does not burn efficiently enough to be accepted by most energy-from-waste facilities — the moisture content suppresses calorific value to a point where the material is more of a burden than a source of fuel. Treatment completely changes that equation.
Many of the latest paper mills that have put money into comprehensive reject treatment systems are now creating RDF as the main destination for their processed plastic fraction. The move from landfill disposal to RDF production isn't just a philosophical one — it signifies a tangible change in the financial profile of the reject stream, moving it from being a cost centre to cost neutrality or better.
It's important to remember that the handling of rejects doesn't have to be solely the responsibility of the paper mill.
Specialised waste disposal companies can operate the same processing equipment and methods to serve multiple mills. This means that smaller operations that don't have the volume to justify dedicated on-site infrastructure can still achieve the same cost reduction and RDF conversion outcomes through third-party agreements.
How Maximum Dryness Leads to Maximum Energy Output
The connection between moisture content and energy output in RDF is clear and unyielding. Water in the material uses up energy during combustion — energy that could have been used to generate power.
A plastic fraction with 80–90% dry content has a much higher net energy output than the same material with 50% dry content, which is why getting as much water out as possible during the drying stage isn't just about reducing the weight for transport.
With paper mill pulper rejects, it's about creating a fuel that facilities actually want to use. For more information on sustainable practices, check out examples and the effects of sham recycling practices.
When Waste-to-Energy Facilities Will Pay for Your Waste Instead of Charging You
The point at which a waste-to-energy facility switches from charging a fee to actually paying for your waste depends on the energy content of the waste, the consistency of the waste volume, the terms of the contract, and the conditions of the regional energy market.
Mills that produce high-quality refuse-derived fuel (RDF) from a well-configured treatment system are in a fundamentally different negotiating position than those that bring in wet, contaminated, variable-quality material.
The investment in treatment quality is what allows for the transition from paying for disposal to being paid for supply. Learn more about mechanical pretreatment of biowaste, which can improve the quality of refuse-derived fuel.
What to Consider When Choosing a Reject Treatment System
Choosing the right reject treatment system is more than just picking out equipment — it's about finding a system that matches your specific reject profile, throughput requirements, and output destination. The wrong system doesn't just underperform; it creates bottlenecks, compliance issues, and maintenance costs that can offset the financial benefits of having a treatment system to begin with.
Optimal systems are created with the final destination of each reject stream in mind — this could be fibre recovery for reintegration into production, RDF production for waste-to-energy, or controlled disposal of residual fractions.
The choice of equipment should be based on this, not the other way around. A system designed to meet your output needs will always outperform a one-size-fits-all solution that has been adapted to your process.
Don't Pay Twice to Dispose of Your Waste
- Reclaim up to 98% of the fibre from your pulper rejects and return it directly to the production line
- Decrease the cost of transporting rejects by achieving 80–90% dry content in the plastic fraction through screw press treatment
- Turn your processed reject stream into RDF — turning disposal costs into potential revenue
- Remove ferrous and non-ferrous metals for recycling, turning a compliance requirement into a small revenue stream
- Incorporate the entire treatment process into your existing DCS or PLC control system without disrupting production
- Scale to your throughput — systems are available for reject volumes up to 250 BDTPD
The main reason to treat rejects on-site is simple: you have already paid for the material in the reject stream. The fibre was purchased as recovered paper. The energy was spent pulping it. The water was used processing it. When that material leaves the site in an untreated reject skip, you are throwing away an asset and then paying for the privilege of doing so. Learn more about effective pulper reject management to optimize your waste handling process.
Processing doesn't make rejects disappear — it changes their form. A damp, mixed, large quantity of waste becomes a series of divided, treated streams, each with a specified destination that is less expensive to reach than a landfill. Fibre is returned to production. Dried plastic is sent to RDF or regulated disposal, which is much cheaper to transport. Metals are recycled. What's left is minimal, manageable, and inexpensive to deal with.
These mills aren't just operating on the basis of environmental concerns — although that is a very compelling argument. They are also operating on cold, hard facts: less money spent on raw materials, lower disposal bills, fewer transport runs, and in the best cases, a profit from the RDF fraction that used to cost money to get rid of. The financial argument is strong on several fronts at once, which is why the payback periods for reject treatment investments are consistently shorter than mills anticipate before they do a thorough analysis.
It's not really a matter of whether or not reject treatment is cost-effective. It is. The real question is how much longer your operation can afford to pay twice for material it has already processed once — and whether the answer to that question should be “indefinitely.”
Common Questions
Here are the questions most often asked by paper mill operators and production managers when they first look into pulper reject treatment.
Understanding Pulper Rejects in a Paper Mill
Pulper rejects are the materials that are separated from the waste paper during the pulping and screening stages of paper production. These are an unavoidable byproduct of recycling recovered paper. Pulper rejects are usually a mix of plastic films, residual cellulose fibre, metals, adhesives, synthetic materials, and high levels of moisture. Because the recovered paper input is never fully clean, every pulping operation generates a reject stream. The way this reject stream is handled after it has been separated out differs between mills.
Can Waste from Paper Mills Be Used as a Fuel Source?
Yes, but only after the waste has been treated properly. Untreated waste from paper mills usually has a moisture content of 50-60%, which reduces the heat value to a level that most waste-to-energy facilities will not accept. Treating the waste by shredding it, separating the fibers, and dehydrating it with a screw press reduces the moisture content in the plastic fraction to between 10% and 20%. This produces a material with a high enough heat value to qualify as Refuse Derived Fuel (RDF).
Compliance with RDF acceptance criteria also necessitates a uniform particle size, which is accomplished during the shredding process, and specified metal contamination limits, which are achieved through magnetic and eddy current separation. Mills that can produce consistent, compliant RDF from their reject stream can negotiate with energy-from-waste facilities from a position of strength, rather than paying gate fees to dispose of wet, non-compliant material.
What's the Recovery Rate for Fibre in Pulper Rejects?
Using modern reject treatment systems with friction washer technology, it's possible to recover up to 98% of the cellulose fibre in the pulper reject stream. This recovered fibre can be directly re-introduced into the production process and moved to a dedicated collection area without disturbing the existing water circuit. For mills with high throughput, this recovery rate can lead to noticeable reductions in recovered paper input costs. Essentially, you're repurchasing material you've already bought and nearly thrown away. For more insights on sustainable practices, explore recyclable packaging and compostable packing.
What Is the Required Dry Content Level for Rejects to Be Considered RDF?
While the specific acceptance criteria may vary between energy-from-waste facilities and regional regulatory frameworks, the practical threshold for RDF viability is typically a moisture content below approximately 20%, which corresponds to a dry content of 80% or above. The plastic fraction's screw press treatment after fibre separation consistently achieves 80–90% dry content in the output. This means that properly treated reject material is well within the range required for RDF acceptance at most facilities. The exact moisture target for any given mill should be confirmed against the specifications of the intended receiving facility before finalising the treatment system configuration.
How Does a Reject Treatment System Work With an Existing Paper Mill?
Reject treatment systems are created to fit into the current production environment without needing a complete overhaul of the mill's process layout or control architecture. The treatment line attaches to the reject output of the trommel or discontinuous pulping system and processes material through shredding, separation, and dewatering stages before guiding each output stream to its designated destination — recovered fibre back to production, dried plastic fraction to RDF storage or disposal, and extracted metals to recycling.
The reject treatment process is controlled at the DCS or PLC level, which means it is managed via the existing control infrastructure on the mill floor. The treatment system is operated by the operators through interfaces they are familiar with, and the automation adjusts the equipment parameters in real time in response to changes in reject composition or volume. This is done without manual intervention and can handle variable input conditions.
The mill's water circuit doesn't get any extra burden from the treatment system. The fibre recovery stage is designed to be a closed loop that is separate from the main production line, and the treatment process has its own water management system. This means that recovered fibre can be cleanly reintroduced into production, without causing any imbalances in the process water or any quality concerns in the main paper machine circuit.


